Overview
Manuals
Principle
Core Industrial Applications
Features:
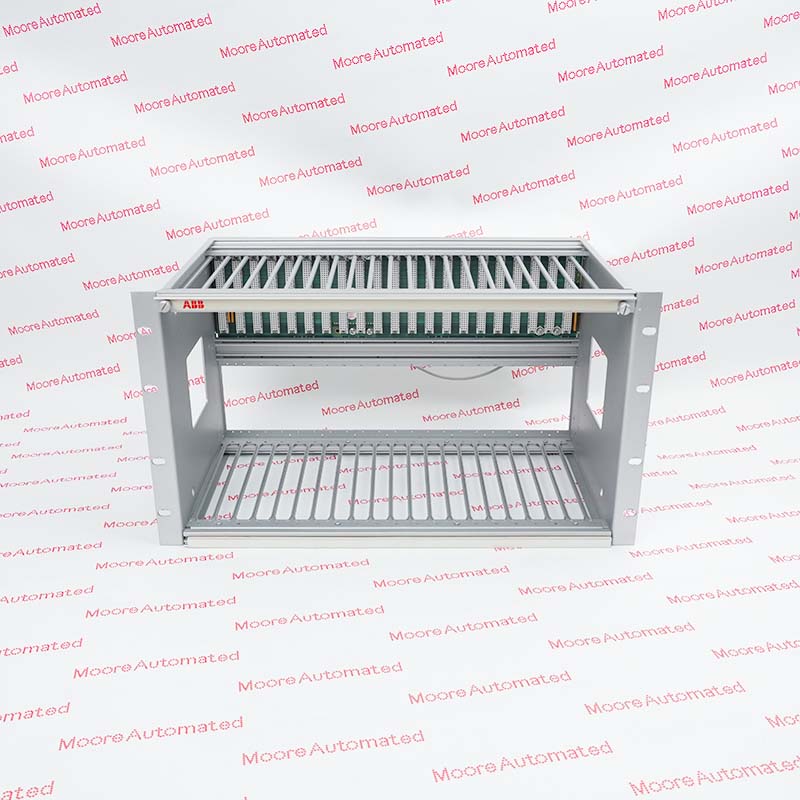
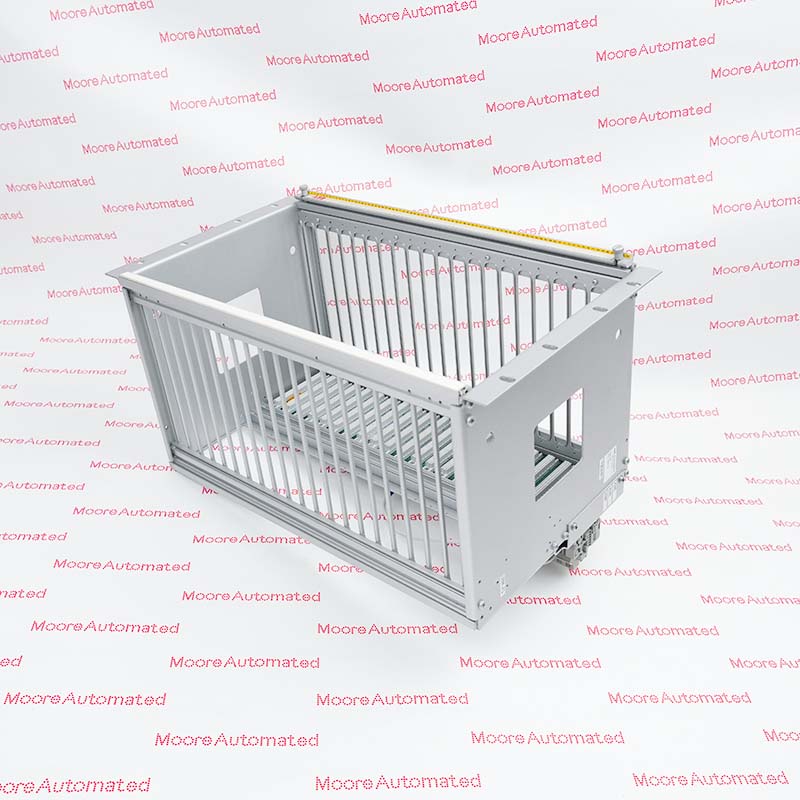
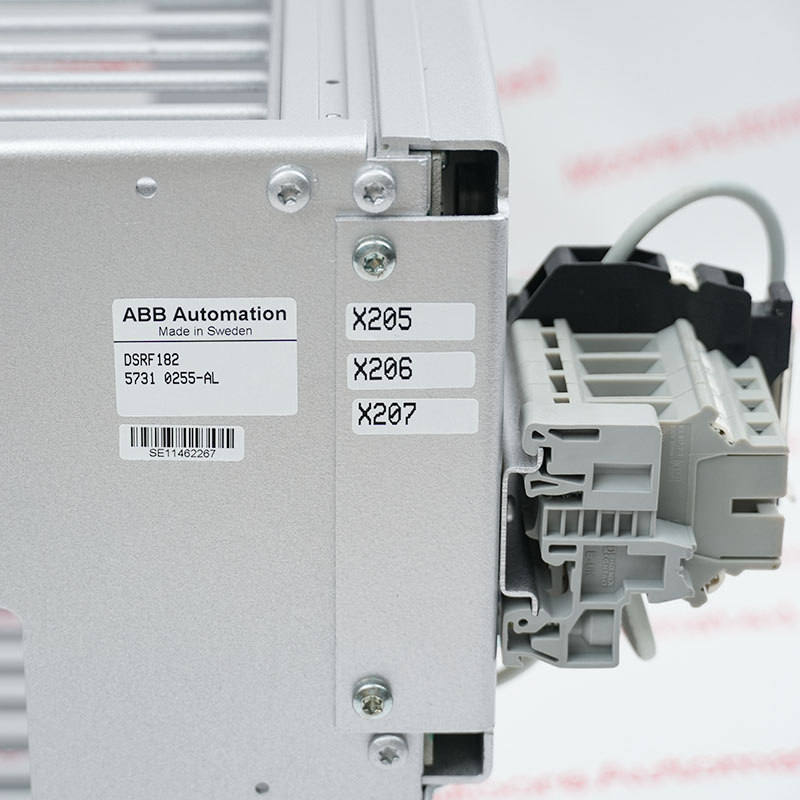
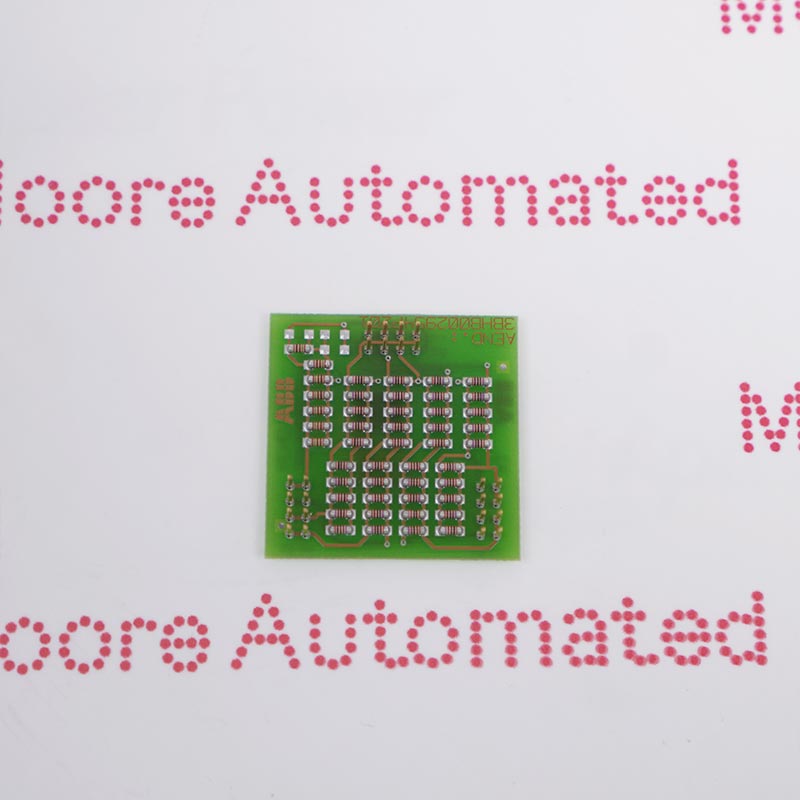
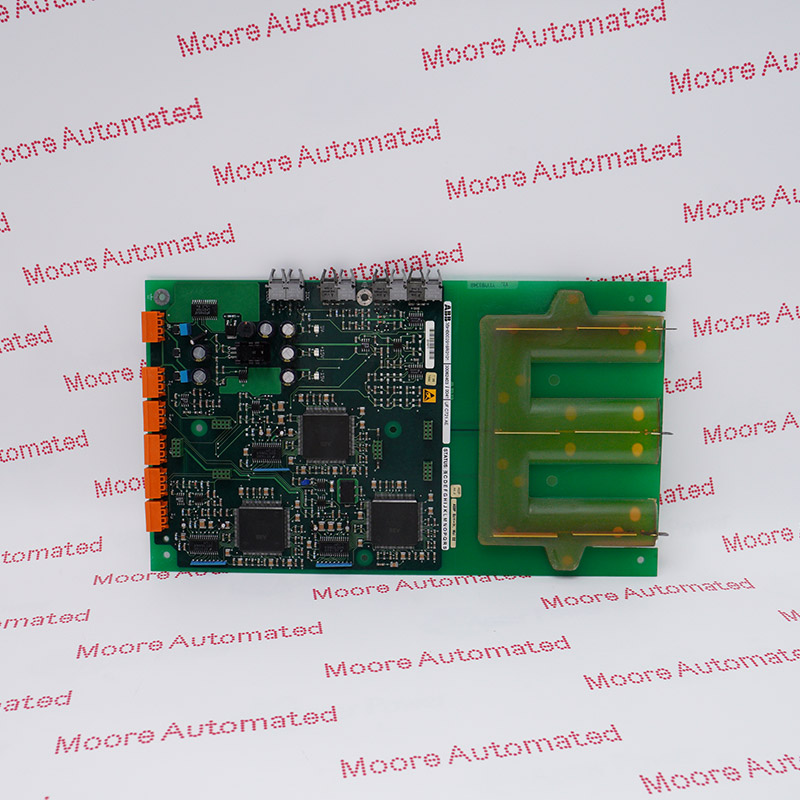
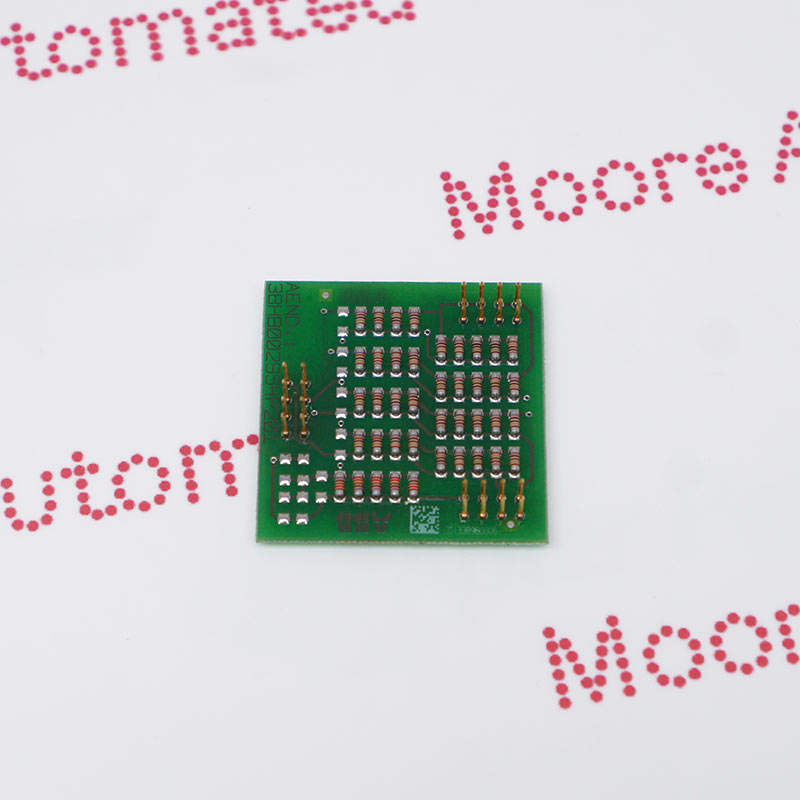
- DSRF 182 S100 I/O Equipment Frame
- Advant Master Process Control System
- Equipment Frame S100 I/O Subrack include supervision signals
The DSRF182 57310255-AL is a high-performance industrial control module designed for integration into distributed automation and process monitoring systems. It offers precise signal processing, a robust communication interface, and real-time data acquisition capabilities, enabling seamless coordination between sensors, actuators, and monitoring systems. Its built-in diagnostics and fault monitoring ensure high reliability and minimize unplanned downtime, making it suitable for mission-critical applications in complex industrial environments.
Furthermore, the DSRF182 57310255-AL offers modular connectivity and flexible configuration options, supporting interoperability with a wide range of industrial equipment and control architectures. Its design prioritizes long-term operational stability, electromagnetic interference immunity, and adaptability to harsh environmental conditions, ensuring stable performance even in demanding operating environments.
The DSRF182 57310255-AL ABB Equipment Frame may still be available for purchase and support from Moore Automated Company beyond End-Of-Life (EOL) by the manufacturer (OEM).
ABB DSRF182 57310255-AL Equipment Frame MANUAL(Datasheets), Link
Important Notice: Other accessories, manuals, cables, calibration data, software, etc. are not included with this equipment unless listed in the above stock item description. All prices are shown in USD.
The DSRF182 57310255-AL operates by processing electrical signals from field devices, interpreting these signals through embedded logic and signal conditioning circuitry, and transmitting the processed data to a higher-level controller or monitoring system. This module continuously monitors operating parameters and communication integrity, converts analog and digital inputs into standardized outputs, and provides real-time diagnostic feedback to maintain system stability and optimize process control.
This equipment framework is primarily designed for large, high-reliability industrial environments:
1. Centralized I/O Systems: Ideal for high-speed applications, where I/O modules are centralized in a control cabinet for connecting thousands of field sensors and actuators.
2. System Migration and Upgrades: Commonly used to integrate legacy S100 I/O hardware with modern ABB AC 800M controllers, enabling plants to upgrade their control logic without replacing all field wiring.
3.Critical Infrastructure Monitoring: Deployed in power plants, water treatment plants, and chemical plants for handling complex tasks such as pulse counting, motor speed control, and frequency measurement.